
Cart 2 india
In2Cart
Rs. 0
0




Product Information
Specification
Brand : SÜA
BulletPoint : 1pcs W70 W80 High Hardness Electrode Tungsten Copper Plate Copper Alloy Sheet Processing Customized
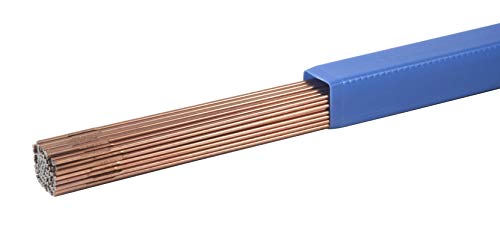
BulletPoint1 : SÜA RG-60 is a Copper-Coated oxyfuel gas welding rod used to produce high tensile strength welds on low carbon and low alloy steel sheets, plates, pipes of grades A and B analysis as well as structural fabrications.
BulletPoint2 : High levels of silicon and manganese act as deoxidizers by removing impurities from the molten metal eliminating the need for flux—no flux required.
BulletPoint3 : Tensile Strength of Welded Metal 60,000 to 65,000 psi - Conforms to AWS/SFA 5.2 R60 (F-6, A-1) and ASTM A251-66 Class RG70
BulletPoint4 : ***READ THIS: Main image is for reference only. Please check Picture #2 for an approximate quantity of rods per pound***
BulletPoint5 : Available Diameters: 1/16", 3/32", 1/8" and 5/32" - Available Packages: 1 Lb, 2 Lb, 5 Lb and 10 Lb. Select your choice from the size menu options.
Color : One Color
ExternallyAssignedProductIdentifier : 00840338556707
ExternallyAssignedProductIdentifier1 : 0611355950065
ExternallyAssignedProductIdentifier2 : 611355950065
GpsrSafetyAttestation : 1
ItemDisplayDimensions_Diameter : 2.4 millimeters
ItemDisplayWeight : 5 pounds
ItemName : SÜA® - RG-60 Copper Coated - Oxy-Acetylene Carbon Steel Welding Rod (R60) - 36" x 1/8" (5 Lb)
ItemPackageDimensions_Height : 1 centimeters
ItemPackageDimensions_Length : 3 centimeters
ItemPackageDimensions_Width : 2 centimeters
ItemPackageQuantity : 1
ItemTypeKeyword : arc-welding-rods
Manufacturer : Mundaka Technologies Inc
Material : Steel
Material1 : Polyethylene (PE)
Material2 : Plastic
ModelNumber : LXXBM
NumberOfItems : 1
PartNumber : SWT-RG60CR10x18_5
ProductDescription : Recommended Oxyacetylene Procedure: Bevel cracks or heavy sections where possible. Clean the area to be welded as thoroughly as possible. Use a neutral or slightly reducing flame. The extent of the excess fuel gas is measured by the length of the “streamer” or “feather” of unburned fuel gas visible at the extremity of the inner cone. The “streamer” should measure about 1/8 to 1/4 of the length of the inner cone of the flame. Excessively long “streamers” should be avoided since they may add carbon to the weld metal. If forehand welding (welding rod precedes the torch flame), distribute the heat and molten weld metal by using opposing oscillating motions of the flame and welding rod. If backhand welding (welding rod is interposed between the flame and molten metal), then there is significantly less manipulation of the flame or welding rod.
ProductSiteLaunchDate : 2022-11-12T13:55:05.521Z
Size : 1/8" - (5 Lb)
SupplierDeclaredDgHzRegulation : not_applicable
UltravioletLightProtection : False
UnitCount : 1
UnspscCode : 23271800