
Cart 2 india
In2Cart
Rs. 0
0




Product Information
Specification
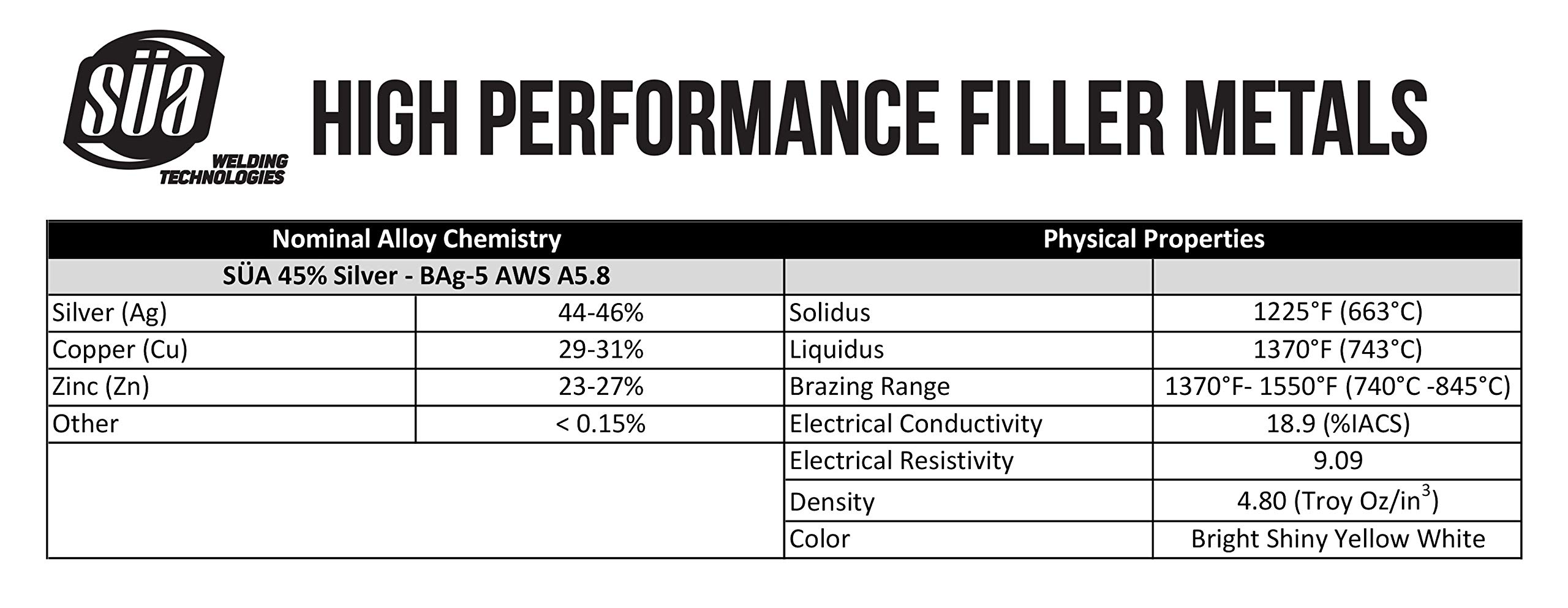
Brand : SÜA
BulletPoint1 : SÜA 45% Silver Brazing is a cadmium-free alloy with an intermediate melting temperature range of (145°F/63°C) with good fillet forming properties, the plastic range of this rod gives an advantage when filling loose connections. This 45% silver alloy has good joint strength and ductility at a moderately higher temperature.
BulletPoint2 : Complies with ANSI/AWS A5.8 ASME SFA 5.8, QQ-B-654A Class BAg-5 specifications. It can be used for brazing of tubular assemblies, brazing of musical brass instruments, brass lamps, aircraft engine oil coolers. SÜA 45% Silver is a general-purpose, brazing filler metal for use where cadmium-free filler metal is required.
BulletPoint3 : The final properties of a joint brazed with SÜA 45% Silver are dependent upon numerous factors including base metal properties, joint design and metallurgical interaction between the base metal and the filler metal.
BulletPoint4 : Diameter of Rod: 1/16” - Length of each Rod: 18" - Weight of each Rod: 0.25 TOz - Available in 3, 5 and 9 Rods Packages. Select your option from the menu.
BulletPoint5 : This kit includes a 6.5 Oz jar of our top-quality SÜA Silver-Flux #1 with a convenient brush attached to the cap for an easier flux application.
Color : 2pcs
ExternallyAssignedProductIdentifier : 00840338557001
ExternallyAssignedProductIdentifier1 : 652426004270
ExternallyAssignedProductIdentifier2 : 0652426004270
ExternallyAssignedProductIdentifier3 : 00652426004270
ItemDisplayWeight : 12 ounces
ItemForm : Sheet
ItemName : SÜA® - Silver Brazing Solder Rod - Bare - 45% Ag - AWS BAg-5 - Size: 1/16" x 18" - (9 Sticks) + 6.5 Oz Flux
ItemPackageDimensions_Height : 6.3 centimeters
ItemPackageDimensions_Length : 6.6 centimeters
ItemPackageDimensions_Width : 6.6 centimeters
ItemPackageQuantity : 1
ItemShape : Rectangular
ItemTypeKeyword : brazing-rods
Manufacturer : Mundaka Technologies Inc
Material : Silver
ModelNumber : FS301-01
NumberOfItems : 1
PackageLevel : unit
PartNumber : SWT-BAg-5_9R-F
ProductDescription : * Remove any oil, grease, or other contaminants from the surface to be brazed. * Apply flux to joint by dipping, swabbing or brushing area being brazed. The flux may be used as supplied or diluted. * Apply heat, by torch, induction or other means to area being brazed after flux has been applied to activate the flux. * Feed the braze alloy into the joint, unless a brazing preform is already in place. * Clean flux residues from brazed joint using hot water (60°C ± 5°C / 140°F ± 10°F) for best results. If unavailable, room temperature water may also be used. WARNING: PROTECT yourself and others. Read and understand this information. FUMES AND GASES can be hazardous to your health. HEAT RAYS, (infrared radiation) from flame or hot metal can injure eyes. Before use, read and understand the manufacturer’s instructions, Material Safety Data Sheets (MSDS), and your employer's safety practices. Keep your head out of fumes. Use enough ventilation, exhaust at the flame, or heat source, to keep fumes and gases from your breathing zone and the general area. Wear correct eye, ear, and body protection. See American National Standard Z49.1, Safety in Welding, Cutting, and Allied Processes, published by the American Welding Society, 8669 Doral Blvd., Doral, Florida 33166; OSHA Safety and Health Standards, available from the U.S. Government Office, Washington, DC 20402.
ProductSiteLaunchDate : 2022-11-14T16:11:22.544Z
Size : 9 Rods
SupplierDeclaredDgHzRegulation : unknown
UnspscCode : 23271800